Example: B-Pillar Production#
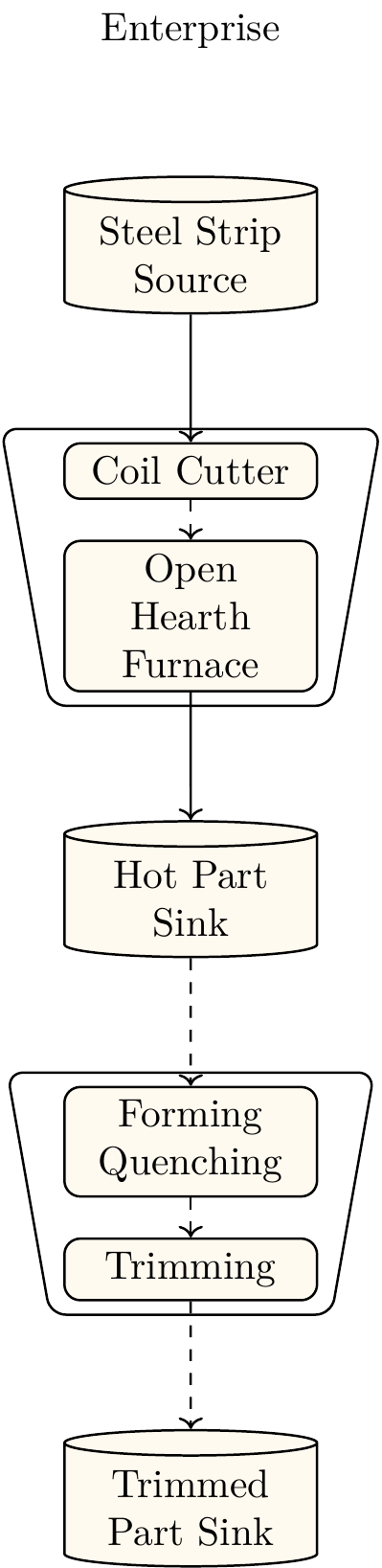
This example is based on the process description in [2] . It is for demonstration of the capabilities of EHTOS.PeNALPS and the results are not validated yet. Fig. 9 shows the process which consists of the following 4 steps:
Blanking
Heating
Forming and quenching
Trimming

The model built from this description is shown in Figure 2.
Capacity#
The material flow parameters are determined based on the weight of a single b-pillar and the turnover times of the Forming and quenching.
It is assumed that the B-Pillar has a weight of 6kg. This assumption is based on the reported weight of a standard design in [4] which was 5.21 kg
The turnover times are used from [3] . The transfer from the oven takes 6 seconds and the press hardening 30 seconds
It is assumed that transfer from the forming and quenching step also takes 6 seconds. This sums up to to a turnover time of 42 seconds. This leads to capacity of 6 kg/42 seconds or 0.51 t / h
It is assumed that the other machines have the capacity to allow continuous production
Energy Demand#
Meza-García et. al. [3] provides theoretical energies for 300 seconds of operation.
These are converted to real energies using the provided efficiency of 0.22:
Because these values are provided for 300 seconds of operation, they muss be converted to be mass specific to the product. The specific energy demands are calculated by
For blanking and trimming no energy values are provided thus they are assumed to be: